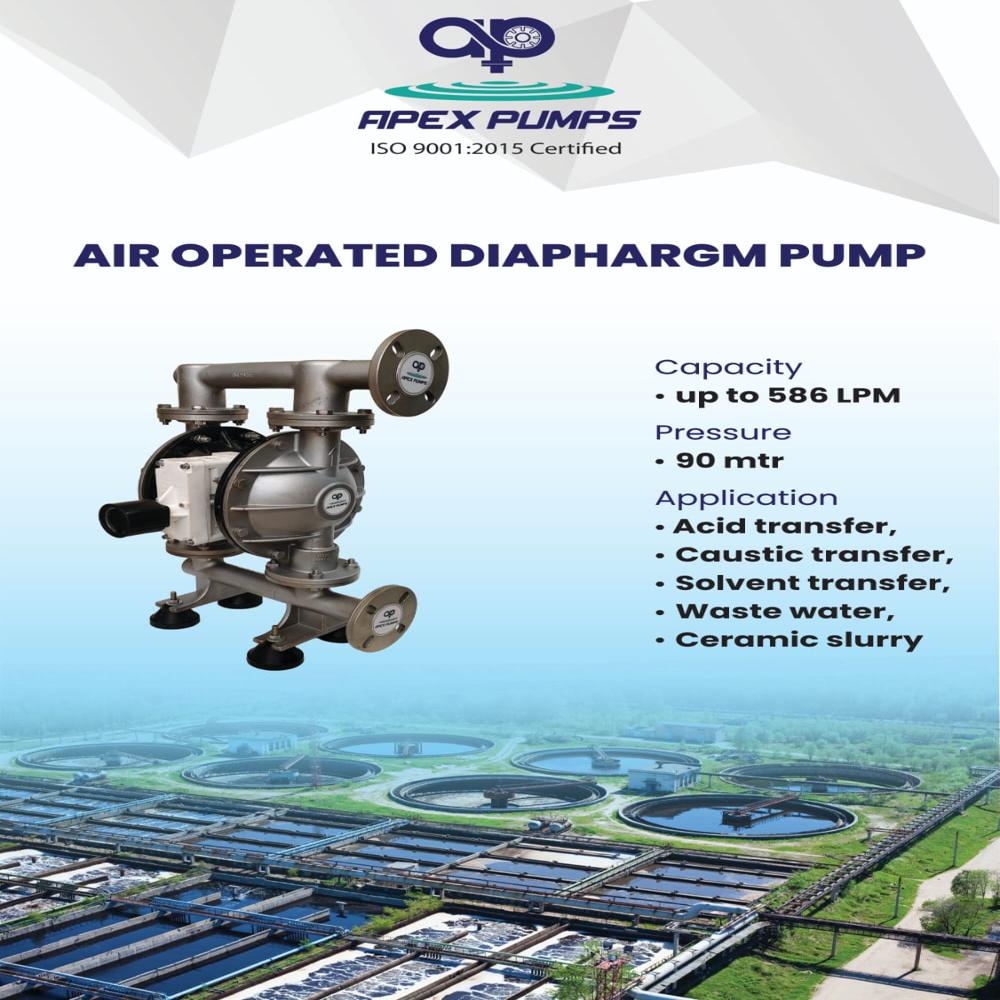
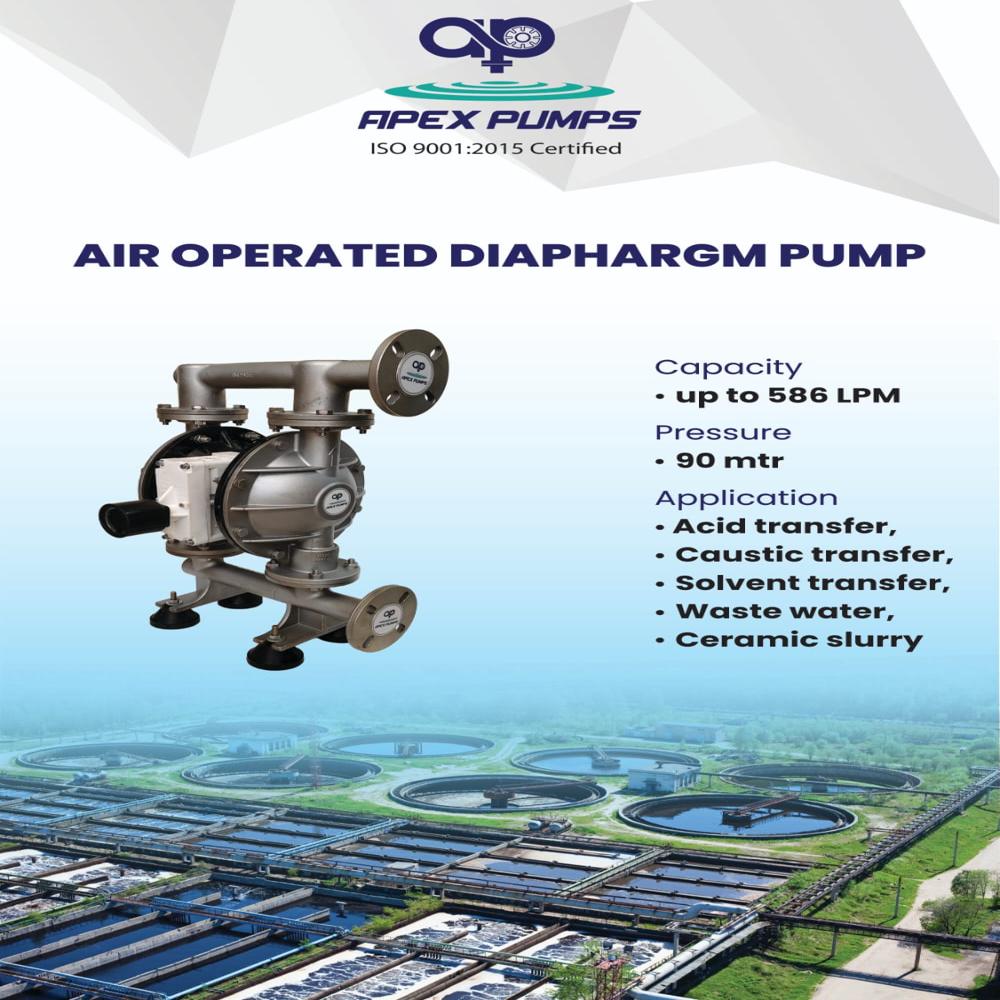
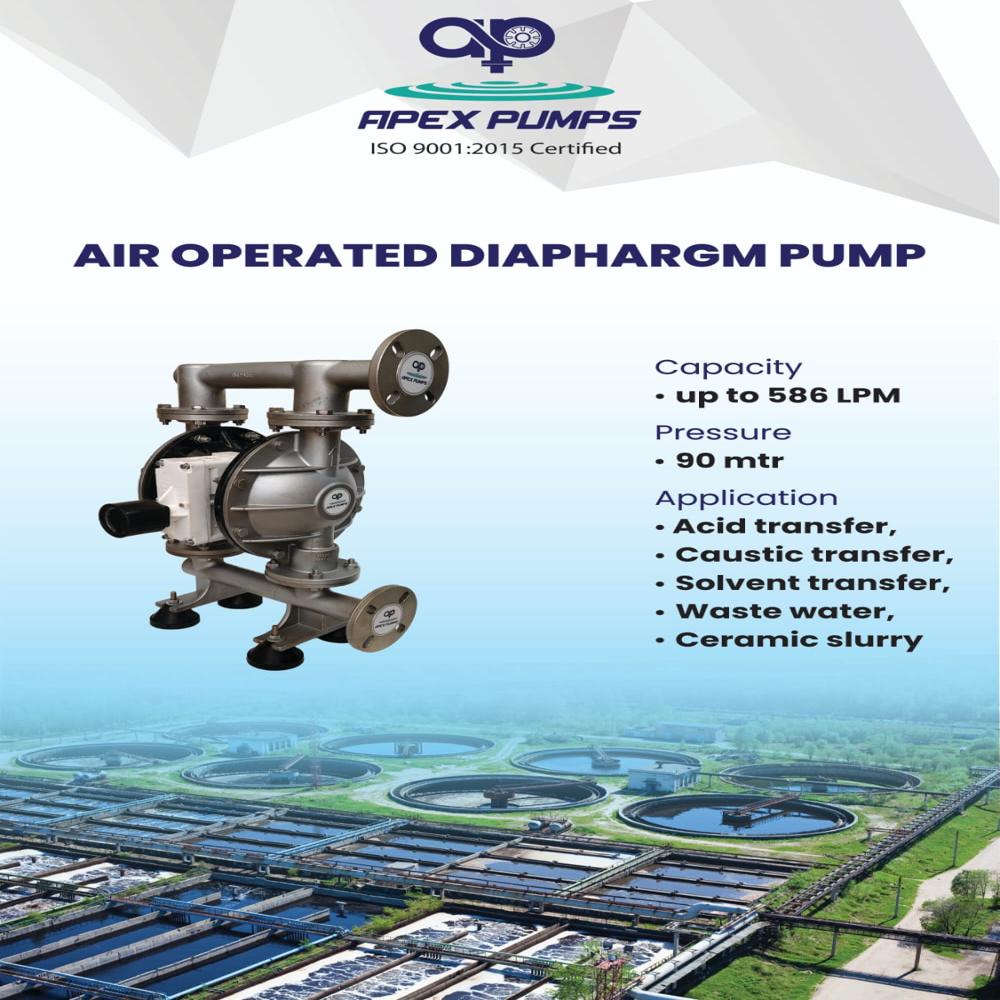
About Air Operated Pump
Experience supreme performance with our Exclusive Air Operated Double Diaphragm Pump, engineered for preeminent liquid and chemical transfer tasks. Personalise your operation with customizable capacity, inlet/outlet, and advanced diaphragm materials like Santoprene, EPDM, or PTFE. Enjoy top-ranking corrosion resistance with stainless steel or PVDF bodies, low maintenance, and easy serviceability. Access Atex-certified explosion-proof options, ISO certification, and resilient dry-run capabilities for ultimate safety. Lightweight, portable, and leak-proof, this pump stands out for variable speed, low noise, and broad industry application. Elevate your system's reliability-choose an elite exporter, manufacturer, and supplier from India.
Wide-Ranging Applications and Suitability
Our Air Operated Pump is ideal for transferring chemicals, food ingredients, pharmaceuticals, and water treatment solutions. Suited for both low- and high-viscosity media up to 10,000 cP, it's widely used by chemical plants, food processors, and water treatment facilities. Trusted for its adaptability and self-priming abilities, the pump serves industries demanding robust, reliable, and versatile fluid handling-even with abrasive or corrosive substances.
Delivery Time, Domestic Market & Supply Ability
We ensure swift shipment for both domestic and export markets, maintaining top supply ability throughout India and globally. Typical delivery time ranges from immediate dispatch to 2-4 weeks, based on customisation and order volume. Competitive asking prices and flexible shipping options cater to large- and small-scale buyers alike, emphasising reliable service and customer satisfaction. Trust our expert exporter status to meet your bulk and recurrent requirements efficiently.
FAQ's of Air Operated Pump:
Q: How does the Air Operated Pump handle different types of liquids and viscosities?
A: The Air Operated Pump is designed to accommodate a wide range of liquids, supporting viscosities up to 10,000 cP. Its robust diaphragm materials, like Santoprene, EPDM, or PTFE, make it suitable for chemicals, food products, pharmaceuticals, and water treatment solutions.
Q: What are the major benefits of using this air-operated pump in industrial applications?
A: Key benefits include supreme corrosion resistance, excellent leak-proof performance, self-priming operation, ATEX-certified explosion-proof models, and low maintenance, ensuring reliable service in demanding industrial environments.
Q: Where can this pump be installed and what installation flexibility does it offer?
A: It can be base or skid-mounted, operates efficiently within -10C to 60C, and is suitable for hazardous and non-hazardous zones, thanks to ATEX certification and the ability to run dry without damage.
Q: What makes the maintenance process straightforward for this pump?
A: The pump boasts an easy serviceability design, needing minimal maintenance due to its high-quality materials and innovative double-diaphragm structure, reducing downtime and service costs.
Q: When is the best scenario to use an air-operated double diaphragm pump?
A: This pump excels in processes requiring safe handling of corrosive, abrasive, or high-viscosity fluids, especially where electricity is restricted or explosion-proof operation is crucial.
Q: How can users personalise the pump for specific operational needs?
A: Customisation options extend to inlet/outlet sizes, diaphragm materials, flow rates, and body construction, ensuring tailored performance for varied industry requirements.
 Send Inquiry
Send Inquiry









 Send Inquiry
Send Inquiry
